

Sylinterin määritelmä, prosessi ja tyypit
- 4176
- 742
- Mr. Clifford Kshlerin
Hän sylinteri Se on leikkausprosessi metallikappaleen halkaisijan vähentämiseksi siten, että se on sileämpi, kompakti tai hieno eliminoimalla ylimääräinen materiaali ohjattavalla tavalla.
Teollisuusprosesseissa metallielementtien tuotanto on kehittynyt etsimään menetelmiä, jotka parantavat muotoa ja viimeistelyä; Tuotteiden ihanteellisten mittojen ja pintojen saavuttamiseksi vähimmäisvirheissä/virheissä.
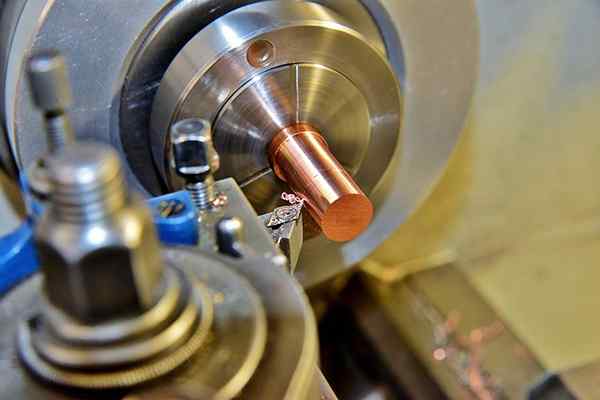
Kuvio 1. Ympärillä. Lähde: Pixabay.com Tämä geometrinen viimeistely on aiheuttanut suurta vaikutusta sen perustamisesta lähtien, koska se koskee metalliosia ja auttaa parantamaan ajoneuvojen rakenteellista tukea ja aerodynaamista puolta ja sen arkkitehtonista muotoa.
Jotkut sylinterisovellukset on suunnattu pyöreiden astioiden (siilojen) valmistukseen tuotteiden varastoimiseksi tai mekaanisten osien kehittämiseen ajoneuvojen ja putkien kehittämiseen muun muassa.
Tämä artikkeli esittelee sylinteriprosessin olennaisimmat näkökohdat määritelmästä erityyppeihin yleisen prosessin kuvauksen lisäksi.
[TOC]
Määritelmä
Akateemisen lähestymistavan perusteella sylinteri määritellään prosessiksi, joka suoritetaan tarkoituksena vähentää materiaalin palkin halkaisijoita.
Toisessa ideajärjestyksessä sylinteriprosessi on toiminta, jolla vallankumoussylinteri on muotoiltu (toimenpiteiden mukaan). Lisäksi jotkut kirjoittajat viittaavat siihen, milloin se suoritetaan kappaleen sisäosassa, prosessia kutsutaan sisätiloiksi, valtuutettuiksi tai rei'itetyiksi.
Myös sylinteri määritellään prosessiksi, joka suoritetaan rullien avulla, jotta saadaan koverta tietyn paksuuden levyille ja joiden kapasiteetti riippuu telan halkaisijasta.
Se voi palvella sinua: tekniikka ja tiede nykyisissä elämäntapoissaYhteenvetona voidaan todeta.
Käsitellä asiaa
Siirtymäkoneen työ koostuu mekanismista, joka pystyy tuottamaan kiertoliikkeitä kaarevien rullien tai siirtymäelementtien välillä materiaalin leikkaamiseksi ja vähentämiseksi. Tämä mahdollistaa sylinterimäisten sylinterien tai viimeistelyjen valmistuksen erilaisilla halkaisijoilla ja säteittäiskulmilla.
Sylinterinkoneissa on moottori, joka toimii sähkön kautta, joka on yleisesti kiinnitetty mekaaniseen voimansiirtojärjestelmään, joka mahdollistaa nopeuden vähentämisen tai lisäämisen valmistettavan, muovaamisen ja/tai leikkaamisen tyypistä riippuen.
Sylinteriprosessi on pohjimmiltaan kehitetty sorvissa ja riippuu suoritetusta maalista joko vakiona tai muuttuvan halkaisijan (profiili, kartiomainen, pyöristäminen tai Achaflanado). Prosessi riippuu myös alueesta (ulkopinta tai sisä).
Näiden sylinterioperaatioiden suorittamiseksi sorvissa, leikkaustyökalu ja pala on asetettu siten, että molemmat muodostavat 90º kulman, kuten kuvassa 1 voidaan nähdä, kun taas auto liikkuu yhdensuuntaisesti kappaleen ajan koko ennakkoon liike.
Levyjen sylinterin prosessissa käytetään rullaryhmää, joka taipuu pienen osan arkista aiheuttaen sitä pitkin kontrolloituja muodonmuutoksia, kunnes kaareva osa. Käytetään suurten halkaisijoiden tuottamiseen.
Prosessin alku
Alussa erityyppiset sylinterit suoritettiin manuaalisesti, koska koneissa oli rajoituksia tuotteiden tuottamiseen laadukkaille, jotka vaativat suuria investointeja ja raaka -aineiden menetystä.
Voi palvella sinua: tekniikkaMutta automaatioprosessin kehittymisen jälkeen nämä mekanismit on laajennettu teollisuustuotannon eri alueille, jotka sallivat paremman tuotannon suorituskyvyn, siten optimoimalla raaka -aineiden käyttöä.
Automaattisten sylinteriprosessien avulla laatustandardeja ja niiden sovellettavuutta täyttävät tuotteet laajennetaan myös koneiden ja lääketieteellisten elementtien laatimiseen, ei vain metallin käyttäminen pohjana, vaan myös muita raaka -aineita.
Sylinterityypit
Sylinterityypit liittyvät suoraan käytettyihin laitteisiin ja prosessin mekaniikkaan, muodostaen neljä tunnetuinta sylinterityyppiä: sylinteri ympärillä, levyjen sylinteri, arkkien laajuus ja profiilisylinteri.
Ympärillä
Se koostuu leikkaustyökalujen käytöstä tuella, joka liikkuu pitkittäisesti kiertääksesi materiaalia, joka suurella prosentilla on metallinen.
Tämän tyyppisen sylinterin suorittamiseksi työkalu ja poikittainen auto on asetettava muodostaen 90º: n kulman (kohtisuora), liikuttaen rinnakkain kappaletta pitkin siinä määrin kuin etenee.
Yleensä sylinteriprosessit ovat myös suuntautuneet sisäisten reikien muodostumiseen (valtuutettu) käyttämällä sorvityökalua paremman laadun ja tarkkuuden saavuttamiseksi kappaleen halutun sisähalkaisijan suhteen.
Levyjen laajuus
Sitä käytetään antamaan koverta tietyn paksun lautasille.
Kun rauta kulkee telojen välillä, ne kohdistuvat siten, että ne tuottavat eritelmissä vaaditun kaarevuussäteen. Koneen kapasiteetin ylittämisissä sylinteri suoritetaan osilla.
Se voi palvella sinua: tieto- ja viestintätekniikan historia: sen alkuperästä nykypäiväänLevyjen laajuus
Tämä prosessi suoritetaan yleensä automaattisesti ja jatkuvasti, joten se vaatii vähän työtä. Se koostuu kahdesta vaiheesta: kuuma rullaus ja kylmä laminointi.
Alun perin käytetään erittäin pitkiä ja leveitä sylinterin kuumia vihjeitä, joissa rullausjunat, koneet ja reverber -uunit on järjestetty lämmittämään, samoin kuin giljotiini väärinkäytöksiin.
Sitten käydään jäähdytysprosessi, jossa työkaluja käytetään lopullisen viimeistelyn parantamiseen pyydettyjen eritelmien mukaan.
Erityyppisissä sylinterissä on myös virheiden arviointi, jotka on minimoitu, koska laitteet ja menettelyt ovat täydellisiä.
Viitteet
- Ja altintas ja. (2012). Valmistusautomaatio: Metallileikkausmekaniikka, työstötyökalu värähtelee ja CNC Desing. British Columbian yliopisto. Toinen painos: P.4.
- Hernández, l. (2019). Edistynopeuden ja voitelun vaikutus sylinteriprosessin pintapinta -alassa. Innovaatio- ja kehitysalue, S.Lens., p.10
- Pujadas, a. ja torni, f. (2005).Koneistus-, muodostettu ja kokoonpanoprosessit. Paraninfo Editions, S.-Lla.Toinen. Painos: PP.266-267
- Zamorano, S. (2013). "Teräksen jalostustuotantolinja". Opinnäyte. Tekniikan tiedekunta. Universidad Austral de Chile
- Balcazan tuoli teollisuusfado-yksi. Muutos vaatimusten mukaisesti- primaarimuutos.
- Leyensetter, a. ja WürTberger, G. (1987). Metallurginen prosessitekniikka. Toimitus. Uusintapainos, huhtikuu 2006. p.73.
- « Gauss-Seidel-menetelmän selitys, sovellukset, esimerkit
- Maaseudun vyöhykkeen ominaisuudet, taloudellinen toiminta ja esimerkit »